Testing adhesive properties with viscometers and rheometers
MASTER THE FLOW and gain insights
With the extensive viscometer and rheometer portfolio from Anton Paar you have all kinds of testing methods at hand to investigate the properties of your adhesive materials. Besides common rheological tests, such as viscosity curves or the determination of materials’ viscoelastic properties, we provide individual solutions, for example for dynamic mechanical analysis of films, the simulation of UV-induced curing, and for environmental conditions like humidity.
Your measuring challenges are easily mastered due to:
- Instrument features that facilitate the measurement of difficult samples, make it easy to determine sample behavior under different conditions, and help avoid user errors
- Great modularity when it comes to accessories and a large number of measuring techniques
- A worldwide application and service network, extensive application knowledge, and local support in the Anton Paar regional technical centers
- Smart tool recognition and configuration for easy handling and to minimize errors
MASTER THE FLOW and find your solution
It is essential to know and control the flow and deformation behavior at each step of your adhesive production (manufacturing, quality control, and research). From non-reactive to reactive bonding, from one-component to multi-component adhesives and with different curing types (time, temperature, UV light, or humidity).
| Solution | Your benefit | Instrument | |
The glue is too thin or too thick for the application. | Determine the viscosity of the material by performing quick quality control checks at a constant speed. | Adapt the consistency so that the glue is neither running off the surface that needs to be glued nor gets stuck in the tube. |
|
The glue does not flow into the gap. | Determine the viscosity at a certain speed/shear rate. | Adjust the formula to decrease the viscosity for easier flowing into gaps. | |
It is not possible to spread the sealant on the gluing surface. | Determine the viscosity at different shear rates to simulate the behavior of the sealant at rest and during spreading it on the surface (application). | Knowing the viscosity at different shear rates you can adjust the flow behavior of the sealant at each stage of its usage (from squeezing it out of the tube to applying it on a clean surface). | |
It takes too long for the fixative to bond two surface areas. | Determine the time-dependent behavior at a constant rotational speed/shear rate. | Knowing the time the fixative takes to increase in viscosity, and thus to harden, helps you determine the right formulation. | |
The epoxy resin gets stuck while pumping or during application. | Analyze the yield point of the adhesive. | Adjust the formulation of the adhesive to lower the yield point of the sample so that less force is needed to e.g. pump it through the pipe. |
|
The silicone glue flows off the gluing surface. | Analyze the structural decomposition and recovery of the inner structure of the silicone glue. | Adjust the formulation of the silicone glue to ensure that the viscosity recovers after application and stays on the gluing surface. |
|
The adhesive shows phase separation or sedimentation after a certain time at rest. | Check the storage stability with a frequency sweep and thereby observe and avoid separation of the two phases within the material. | Prevent phase separation/sedimentation of the adhesive during long-term storage. |
|
The resin is too thick for the application at 40 °C. | Determine the viscosity at the application temperature. | Adjust the resin to its optimum application conditions. |
|
A two-component adhesive hardens before application is finished. | Analyze the curing process to learn when the viscosity is doubled compared to the viscosity at the beginning of the reaction. | Adjust the formula of the material to reach a sufficiently long application period (starting from mixing the two components together). |
|
After application the glue hardens too fast before being spread on the surface. | Measure the time-dependent increase of viscous and elastic moduli during the hardening of glue with regards to physical drying or chemical curing. | Determine the onset of curing and the G’-G’’ crossover point to find out the maximum time available for glue application at ambient conditions. |
|
The hotmelt junction detaches when the room heating is switched on. | Determine the glass transition temperature and the melting temperature of the hotmelt with temperature sweeps. | Provide temperature windows suitable for application and upper/lower usage temperature limits. |
|
With low UV light intensity the adhesive does not attain the required mechanical properties, and with high UV light intensity the energy consumption is too high. | Analyze the curing behavior of the UV adhesive with variable UV light intensity. | Trace the crosslinking reaction and adapt the UV light intensity in a way that the curing speed and final product quality are ideal. |
|
The curing time of the construction adhesive differs when applied outdoors for rainy weather compared to sunny weather. | Adjust the humidity and temperature during the measurement to understand their effect on the curing of the construction adhesive. | Provide a possible range of humidities and temperatures at which the construction adhesive shows an acceptable curing time. |
|
The adhesive tape breaks off when stretched under load. | Determine the DMA behavior of the film with amplitude sweeps and temperature sweeps. | Know the maximum load before the adhesive tape breaks off to specify qualified loads. |
|
The particulate raw material cannot be pumped, segregates, or demixes during pumping or production. | Check the cohesiveness, segregation, and wall friction behavior of your granulate matter by using a powder cell or a shear cell. | Avoid segregation during transport and storage of powdery materials. |
|
You did not find your specific situation? Anton Paar still has the solution for your challenge. Just contact us for more information.
The whole world of viscometry and rheometry
Flow and deformation behavior are essential parameters when it comes to material characterization. Viscometers and rheometers are the ideal tools to see whether your sample is in the right flow.
Adhesive properties
Adhesives need to meet three main requirements for ideal functionality:
- Wetting of the substrate (adhesion)
- Increasing strength after application
- The ability to transmit load between the two connected surfaces after completion of the curing process
Adhesive materials and bonding types
Adhesive bonding to the substrate can be either physical (non-reactive) or chemical (reactive). Examples of non-reactive bonding are drying, contact, pressure-sensitivity, or hot melting. Reactive bonding may involve anaerobic curing (e.g. when in contact with metal), pre-mixed frozen adhesives that cure when heated to ambient temperature, multi-component adhesives that start curing when two components are mixed together, or one-component adhesives that are being cured by radiation (e.g. UV), heat, or moisture.
Adhesive testing methods
Different kinds of adhesive testing equipment can be used for characterization during adhesive production, application, and in the final cured state. There are many different adhesive testing methods, each of them providing answers to your specific adhesive-related questions:
- Viscosity measurements (rotational) are helpful to perform QC measurements of liquid adhesives before application.
- Viscoelasticity measurements (oscillatory) allow characterizing the liquid adhesive through the curing process to the solid product (with time, temperature, UV light, or humidity).
- Tack tests determine stickiness and fracture behavior.
- The strength of adhesive bonds and bond properties of adhesive layers and films can be tested by DMA measurements.
- The pumpability of powdery raw materials can be checked with the powder cell or the shear cell.
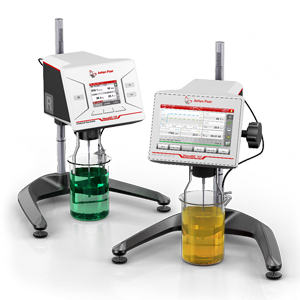
ROTATIONAL VISCOMETERS
ViscoQC 100
- Single-point dynamic viscosity of low- to high-viscosity liquids for quick quality control
ViscoQC 300
- Multi-point dynamic viscosity of low- to high-viscosity liquids for quick quality control
Toolmaster™*
Magnetic/quick connect coupling**
Standards: ViscoQC 100 | ViscoQC 300 ASTM D1084, ASTM D1337, ASTM D1338, ASTM D2556, ASTM D4016, ASTM D4300, ASTM D4878, ASTM D4889, BS 5350, DIN EN 12092, DIN EN 15425, EN 15564, ISO 2555, ISO 10364

ROTATIONAL RHEOMETERS
RheolabQC
- Rotational rheological tests of materials ranging from low-viscosity to semi-solid samples for advanced quality control
MCR 72 | 92
- Rotational rheological tests with cup-and-bob, plate-plate, and cone-plate measuring systems for liquid to semi-solid samples
- Rotational and oscillatory rheological tests with cup-and-bob, plate-plate, and cone-plate measuring systems – for almost all kinds of samples
Toolmaster™*
Magnetic/quick connect coupling**
Standards: RheolabQC ASTM D3236, ISO 3219 | MCR 72 DIN 53019, DIN spec 91143 | MCR 92 DIN EN ISO 3219, DIN 54458

ROTATIONAL AND OSCILLATORY RHEOMETERS
MCR 102e | 302e | 502e
- Investigations into the viscoelastic properties of raw materials, formulations, and final products from quality control to research and development
MCR 702e MultiDrive
- Complete material characterization in research and development
Toolmaster™*
Magnetic/quick connect coupling**
Standards: MCR 102e | 302e | 502e | 702e MultiDrive DIN EN ISO 3219, DIN 54458
 VISCOUS LIQUIDS Adhesive sprays
VISCOUS LIQUIDS Adhesive sprays
 VISCOELASTIC LIQUIDS Glues
VISCOELASTIC LIQUIDS Glues
 MELTS Hotmelt adhesives
MELTS Hotmelt adhesives
 PASTE-LIKE Construction adhesives
PASTE-LIKE Construction adhesives
 ADHESIVE LAYERS Tapes, plasters, and films
ADHESIVE LAYERS Tapes, plasters, and films
 REACTIVE SYSTEMS Two-component adhesives
REACTIVE SYSTEMS Two-component adhesives
| Toolmaster™* | MAGNETIC/QUICK CONNECT COUPLING** | COMMON TEST METHODS | MEASUREMENT GEOMETRIES | |
| ViscoQC 100 |
Common test methods
|
Measurement geometries
|
||
| ViscoQC 300 |
Common test methods
|
Measurement geometries
|
||
| RheolabQC |
Common test methods
|
Measurement geometries
|
||
| MCR 72 |
Common test methods
|
Measurement geometries
|
||
| MCR 92 |
Common test methods
|
Measurement geometries
|
||
| MCR 102e | 302e | 502e |
Common test methods
|
Measurement geometries
|
||
| MCR 702e MultiDrive |
Common test methods
|
Measurement geometries
|
* for automatic tool recognition and configuration to ensure easy handling and minimize user errors
** for easy one-handed attachment/exchange of spindles, bobs, and measuring systems

3-year warranty
- Effective January 1, 2020, all new Anton Paar instruments* include repair for 3 years.
- Customers avoid unforeseen costs and can always rely on their instrument.
- Alongside the warranty there is a wide range of additional services and maintenance options available.
* Due to the technology they use, some instruments require maintenance according to a maintenance schedule. Complying with the maintenance schedule is a prerequisite for the 3-year warranty.
Applications

2-Component Curing Reaction of a Casting Resin based on Polyurethane (Isocyanate + Polyol)


Influence of Relative Humidity on the Curing Behavior of Silicone Based Adhesives




UV-Curing of Coatings and Adhesives

Master the flow of your adhesives
Adhesives are used to connect surfaces. Usually, adhesives are applied as a liquid and harden subsequently. The curing process may occur due to temperature changes, by evaporation of solvents, humidity- or UV-light-induced chemical reactions, or just with time through the contact between adhesive and substrate.
Did you ever ask yourself how your adhesives quality control or R&D processes can benefit from rheology? From quality or process control at the production line-up to specific measurements in the development process of new products – register today and learn how Anton Paar rheometers and viscometers can help you accomplish your measuring tasks.
Watch now